Successful solution for rubber vulcanization!
Minimizes scrap, increases quality and productivity.
GERLACH Infrared Pre-Shock P158.
In the well-known rubber extrusion process, the extrudate is initially in an unvulcanized and plastic form as it leaves the extrusion head.
How the extrudate is handled immediately after the extrusion head has a significant impact on productivity as well as quality and presents a major challenge in rubber processing.
Sticking to the conveyor belt, deposit transfer on the conveyor belt, belt impressions and an undesirable influence on significant product quality features are known.
Unresolved, these processing issues lead to production restrictions, material scrap and quality fluctuations!
If you study the rheometer curves of the material, these phenomena are completely understandable in practice, but what can help?
Gerlach has the solution!
One solution is the effective vulcanization of the extrudate surface through rapid high-temperature application (shock). Pre-shock units with different heat sources and energy densities are used depending on the rubber and extrudate characteristics.
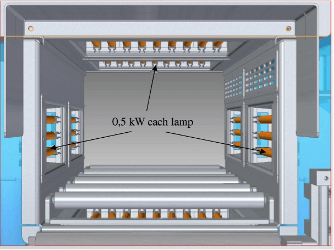
Pre-Shock P158
Fig. 1 Front view of P 158. Front view shows mobile version with castor rolls.
The electrically operated pre-shock device P158 from Gerlach has a power output of 24 kW and represents an extremely effective solution in the vulcanization process to reduce the above mentioned issues very effectively.
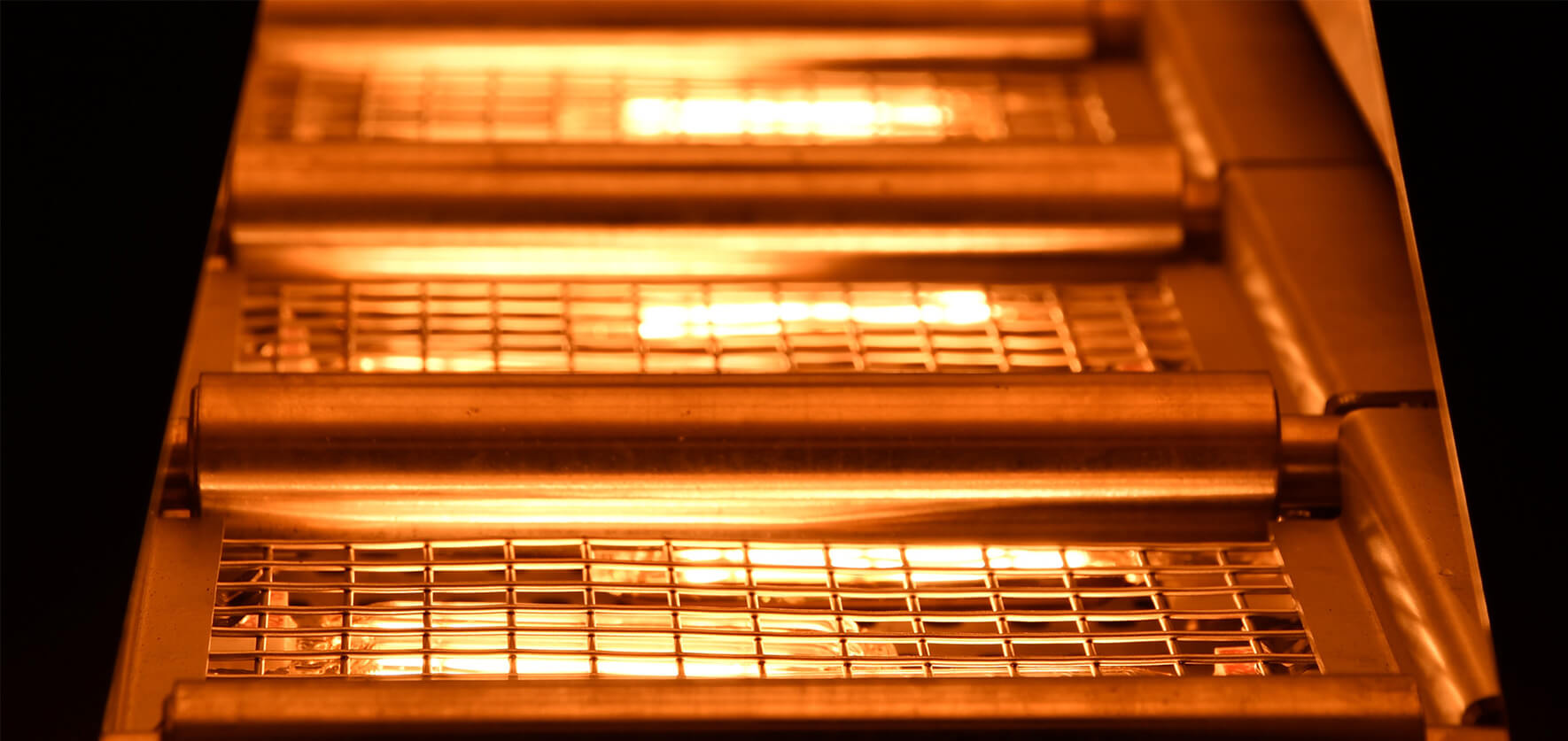
The filaments in the infrared heaters reach temperatures of up to 2200 ° C (4000 °F)!
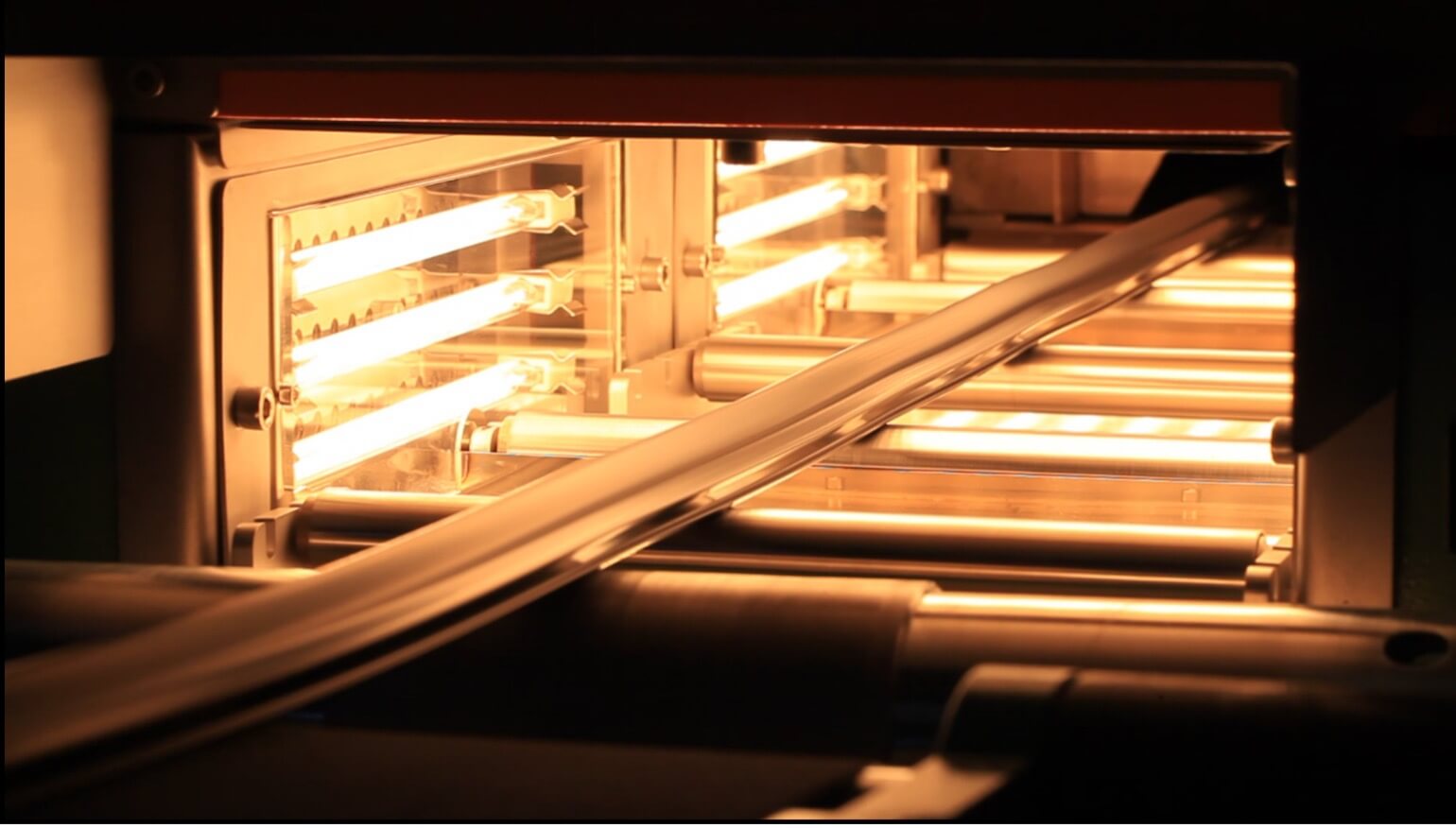
The emitted short-wave (approx. 1 µm) infrared radiation generates an extremely fast temperature increase on the product surface, which ensures that the skin of the rubber is vulcanized. At a line speed of approx. 15 m/min (50 ft/min.), surface temperatures of over 190 °C (375 °F) can be achieved very quickly.
The 48 infrared heaters are grouped in 8 different zones that can be individually controlled.
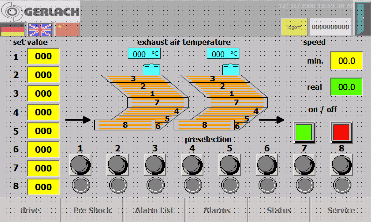
The operator therefore has the option of preselecting a product-specific pre-cure area by selecting only the required zones. As an example, only the lower contact side of the product can be pre-cured, or a 360 degree setting can be realized. By modulating the power of each zone in the range of 0-100%, different heating intensities can be achieved. The free selection of the zones as well as the power output represent an energy-efficient solution for the production process and allows to react flexibly at any time to the product specifics.
To sum it up, the pre-shock device P158 provides the following advantages in your vulcanization process:
- Scrap reduction
- Increased line speeds and improved quality
- No belt-marks
- Outstanding surface quality, specifically for sponge rubber
- Immediate stabilization of lips, bulbs, and tubes/hoses
- Process-wise a very good pre-treatment for subsequent microwave application
By loading the video you accept the privacy policy of YouTube.
More informations